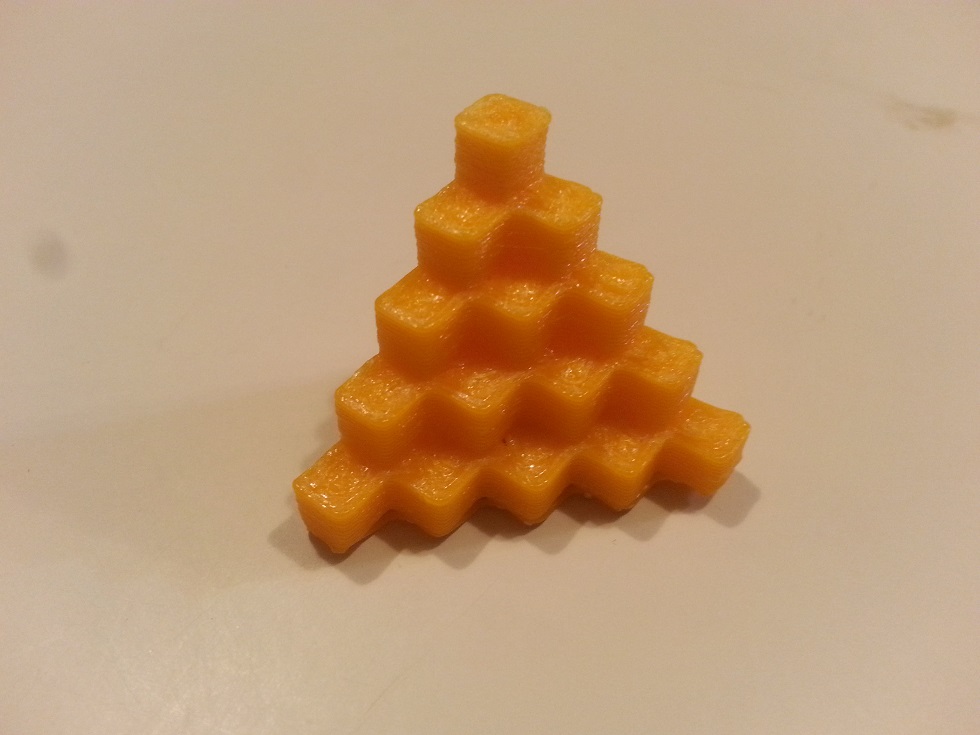
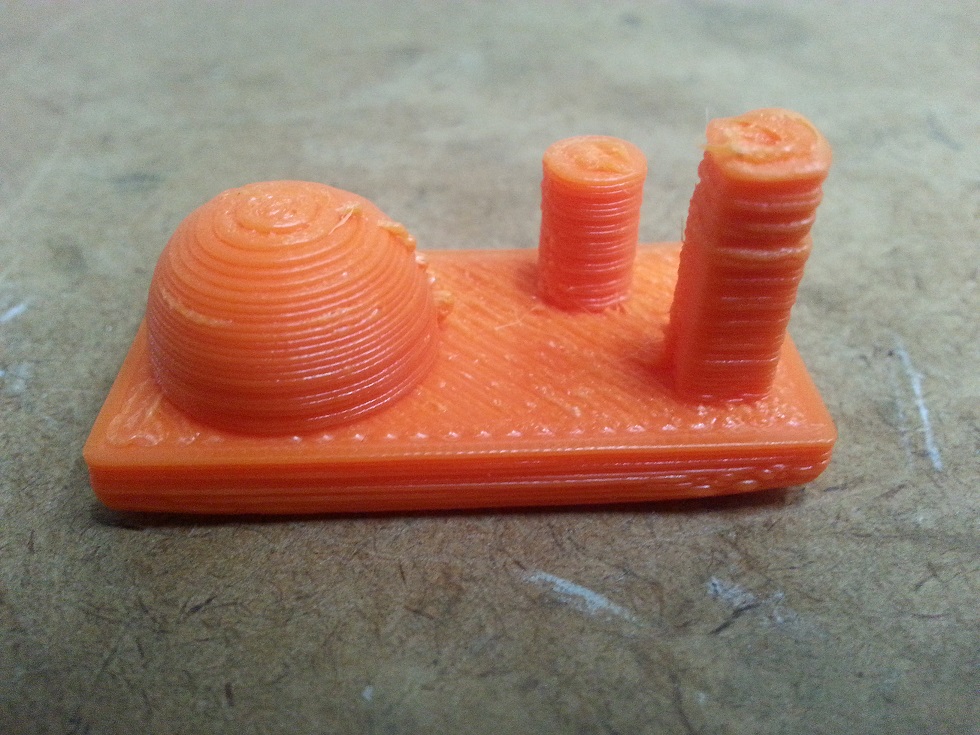
047 TESTING SKEINFORGE SHELLS
Same as [046]. Changed Extra Shells on Base from 1.0 to 2.0. Changed Extra Shells on Sparse Layers from 2.0 to 3.0. Model requires some support structure to print adequately. By increasing the shells, the model was improved.

Print time: [00:31:03] Total Service Hours: [36:43:39]